How to Identify the 7 Most Dangerous Welding Defects
- Types of Welding Defects.
- Slag Inclusions.
- Porosity.
- Undercut.
- Weld Crack.
- Incomplete Fusion.
- Incomplete Penetration.
- Spatter.
What are common welding defects?
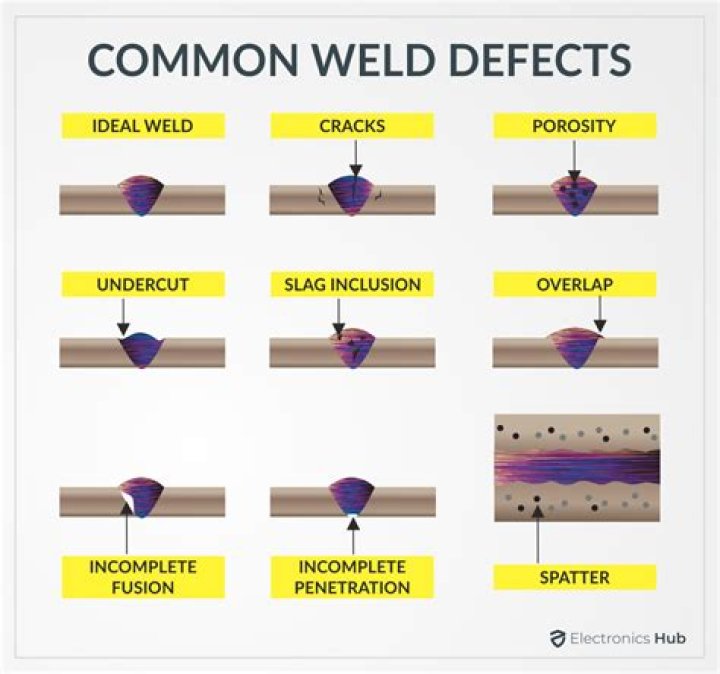
What are common weld defects?
- Lack Of Penetration or Incomplete Penetration.
- Lack Of Fusion or Incomplete Fusion.
- Undercut.
- Spatter.
- Slag Inclusions.
- Cracks.
- Porosity.
- Overlap.
What is the most common weld defect?
Cracks – Cracks are the most common defects and they can occur anywhere on the surface of the weld material. Some cracks can also be present inside the weld material especially on areas that are affected by direct heat (HAZ).What are 5 welding defects?
Following are the types of welding defects:
- Porosity and Blowholes.
- Undercut.
- Weld crack.
- Incomplete fusion.
- Slag inclusion.
- Incomplete penetration.
- Spatter.
- Distortion.
What are the 3 most common defects in welding?
Among the commonly known welding defects, incomplete penetration and fusion, porosity and slag inclusions are the most common to affect welding strength.Welding defects|| Animation || 7 different types of defect
What are the 12 most common discontinuities in welding?
Weld discontinuities can be defined as "an interruption of the typical structure of a weld, such as a lack of homogeneity in the mechanical, metallurgical or physical characteristics of the weld." Weld discontinuities include porosity, slag inclusions, incomplete fusion, incomplete joint penetration, excessive melt- ...What causes porosity?
Porosity is caused by the absorption of nitrogen, oxygen and hydrogen in the molten weld pool which is then released on solidification to become trapped in the weld metal. Nitrogen and oxygen absorption in the weld pool usually originates from poor gas shielding.How many welding defects are there?
There are three types: check cracks, root cracks, and full centerline cracks. Check cracks are visible from the surface and extend partially into the weld. They are usually caused by high shrinkage stresses, especially on final passes, or by a hot cracking mechanism.What are the two types of welding defects?
Welding defects are broadly classified into two categories, and those are: External welding defects (Defects occur on the upper surface of the welded work). Internal welding defects (Defects occur under the surface of the welded work).What is MIG welding defects?
Typical weld defects found in MIG welding are lack of fusion and penetration, craters and cracks, undercut, burn-through, and porosity in the weld metal.What kind of defects should not be in good welding?
Gas cavities remaining inside the bead are an internal defect known as blow holes. The causes of these defects include the use of improper shielding gas; insufficient deoxidizer; oil, rust, plating or other matter adhering to the surface of the groove in the base material; and moisture contained in the material.What are the common defects of casting?
They are broken down into five main categories: gas porosity, shrinkage defects, mould material defects, pouring metal defects, and metallurgical defects.What are different types of defects?
Common Types of Defects
- Arithmetic Defects.
- Logical Defects.
- Syntax Defects.
- Multithreading Defects.
- Interface Defects.
- Performance Defects.
Which of the following is the welding defect *?
Welding spatter is a welding defect. During welding operation due to the force of arc, some of the molten metal particles are jumping from the weld pool, and falling into other areas of the plate is called spatter.What is a cold weld defect?
LACK OF FUSION Lack of fusion, also called cold lapping or cold shuts, occurs when there is no fusion between the weld metal and the surfaces of the base plate. This defect can be seen in Figure 10-2. The most common cause of lack of fusion is a poor welding technique.How do you control welding defects?
Here are the various ways to prevent welding defects;
- Use of Low Hydrogen Filler Metals. There are many manufactures out there who offer a wide variety of products. ...
- Proper Matching of Filler Metal and Base Material Strength. ...
- Pre- and Post-Weld Materials Correctly. ...
- Implementation of Proper Filler Storage. ...
- Proper Training.